运输物流
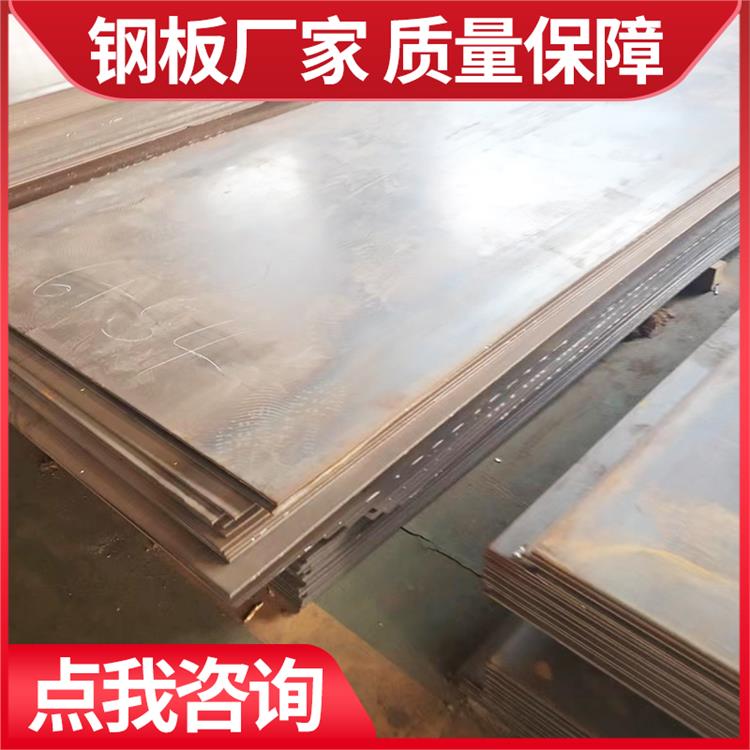
名称钢板
是否定制是
是否加工是
颜色钢板本色
平整度100
长度可定尺
宽度1500,2000,2500等
厚度12346789151617等
是一种用途广的闭口型钢,与相同截面积的圆管相比,它具有强度高、抗弯截面模量大、易于装配以及稳固、美观等优点,广泛用于车辆、、造船等行业。尤其在建筑行业,大规格的碳化铬耐磨钢板成为钢结构建筑中的主要承重结构部件。复合耐磨钢板作为典型的闭口型钢,在制造过程中,每一道加工过程都会留下残余应力。加工工艺的不同,必然会产生不同程度的残余应力。
1、碳化铬复合耐磨钢板成形有直接成方和圆成方两种方式。成形工艺对于产品的不同影响,以规格为100mm100mm6mm,材料为Q235的两种成形工艺的方管为研究对象,采用钻孔法对方管各个部位的残余应力进行了测量,并观测了焊缝处的显微组织。研究结果表明,不同成形工艺对纵向残余应力的分布影响较大,焊缝处的残余应力。圆成方过程中施加较大的焊接压力使得其焊接热影响区宽度小于直接成方工艺条件下焊接热影响区的宽度,且抑制了奥氏体晶粒长大,冷却后获得较为细小均匀的晶粒。
2、几个方面:管坯加热加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,升降温度不**过30℃定心辊确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。轧制中心线确保穿孔机轧制中心线与穿孔小车中心线一致,避免上轧制或下轧制,使管坯在穿孔时保持受力均匀。轧制工具对于磨损的**头、导板、轧辊等轧制工具要及时更换。
3、轧制工具安装辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。穿孔**杆穿孔**杆一般选择外径为108mm-114mm,壁厚要求25mm且壁厚均匀的厚壁管。轧机芯棒芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高碳化铬复合耐磨钢板的壁厚精度。


 http://haolugt.b2b168.com
http://haolugt.b2b168.com